Доставка по всей России и СНГ
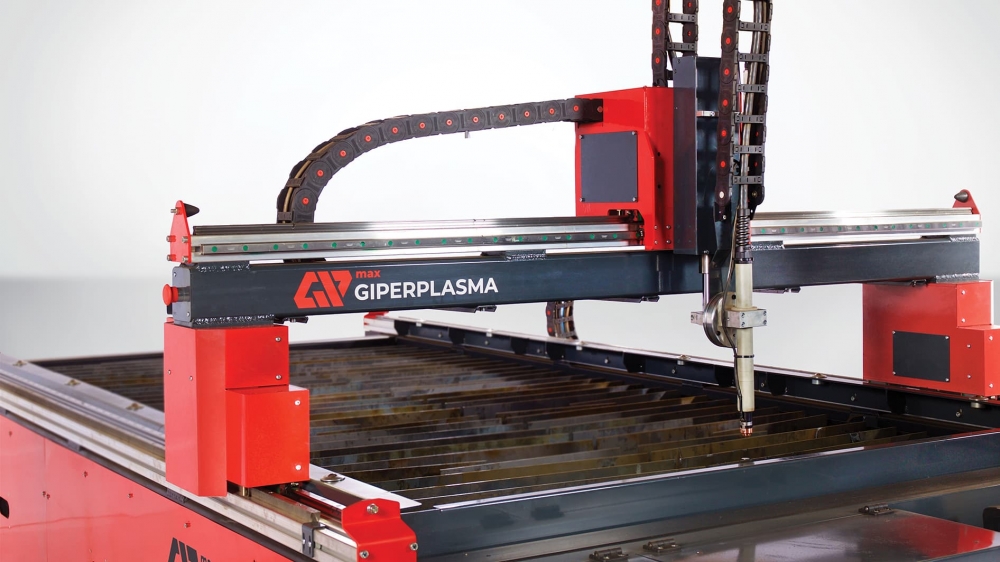
Станок для точной и быстрой резки металла по заданным на ЧПУ параметрам!
Современное программное обеспечение, позволяющее экономить металл, время и часы работы оборудования.

Личная ответственность за результат
Изготовление на производстве компании «Юком» под контролем инженеров - разработчиков станков.
Стабильная работа машины
При самой интенсивной эксплуатации в жестких производственных условиях за счёт особенностей исполнения и технологических решений.
Точность резки
Обеспечивают жесткая рама и высокоточные рельсовые направляющие.
Быстрое ускорение и перемещение
Благодаря мощным и надёжным синхронизированным серводвигателям Delta.Машина отвечает всем современным требованиям и позволяет:

Сервисное обслуживание
Сервис включает в себя ежедневную поддержку заказчика в решении возникших вопросов и поставленных задач. Заказчик вправе получить любую бесплатную консультацию по оборудованию. Предоставляем любые обучающие материалы, в том числе видео. Бесплатно обучим новых операторов оборудования заказчика на территории производства ООО «U-COM»
Гарантии исполнителя
Гарантийные обязательства на оборудование действуют в течение 24 (двадцати четырех) месяцев со дня ввода машины в эксплуатацию при соблюдении правил эксплуатации и технического обслуживания согласно инструкциям по эксплуатации оборудования.
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА
| Наименование параметра | Значение параметра |
|---|---|
| Входное напряжение / частота | 220 ± 10% В / 50/60Гц |
| Потребляемая мощность | до 3 кВт |
| Точность комплекса по ГОСТ 5614-74 | 1 класс точности |
| Точность резки по ГОСТ 14792-80 – П1110 | 1 класс точности |
| Точность позиционирования / вычерчивания контура | ± 0,2 мм/1000 мм / ± 0,2 мм/Ø 500 мм |
| Максим. размеры раскраиваемого листа | 3000 х 1500 мм |
| Длина поперечной/продольной направляющей | 2000/3250 мм |
| Диапазон рабочих скоростей | от 50 до 15000 мм/минуту |
| Габариты оборудования (ШхДхВ), мм / Вес | 2300х4000х2000 / 1800 кг |
| Кол-во двигателей по оси X/Y/Z, Двигатель | 2/1/1, Серводвигатель Delta на X,Y |
| Тип редуктора | Планетарный, прямозубый, 1:20 |
| Тип рельсовых направляющих | HiWIN |
| Тип/Модуль/Точность зубчатой рейки | Косозубая рейка/М1,5/Q8 погрешность до 0,08мм/1000м |
| Выборка люфтов зубчатых зацеплений | За счет пневматической системы прижимов |
| Тип двигателя оси Z/Длина перемещения | Шаговый двигатель / 150 мм |
| Предотвращение столкновения инструмента | Присутствует |
| Тип крепления инструмента | Магнитное крепление |
| Количество кареток | 1 каретка |
| THS контроллер системы плазменной резки | По напряжению дуги, встроен в ЧПУ |
| Тип концевых переключателей | Индуктивные |
| Тип монитора | Сенсорный экран 18,5 дюйма |
| Пульт дистанционного управления | Есть |
| Лазерный указатель | Есть |
| Блок бесперебойного питания | Есть |
| Стабилизатор напряжения | Есть |
| Тип раскройного стола/Управление | Вентиляционный/Управление с ЧПУ |
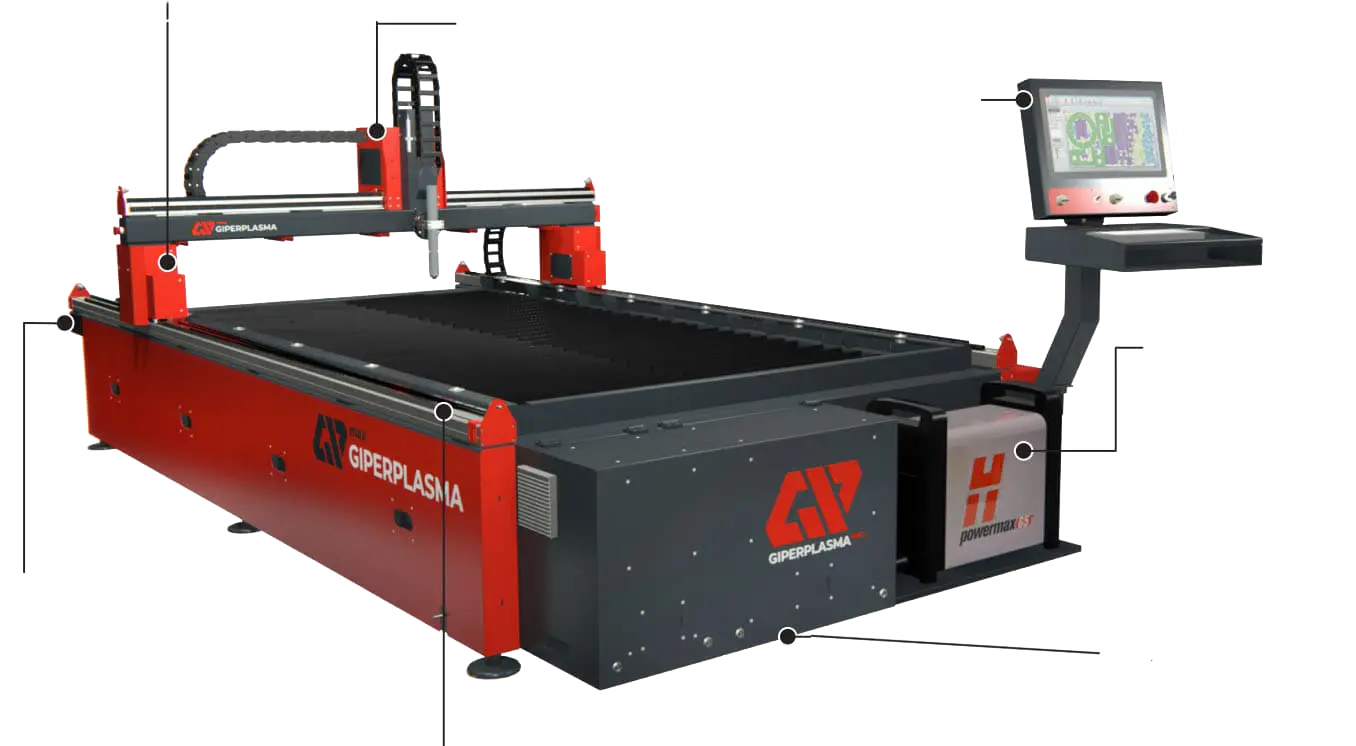
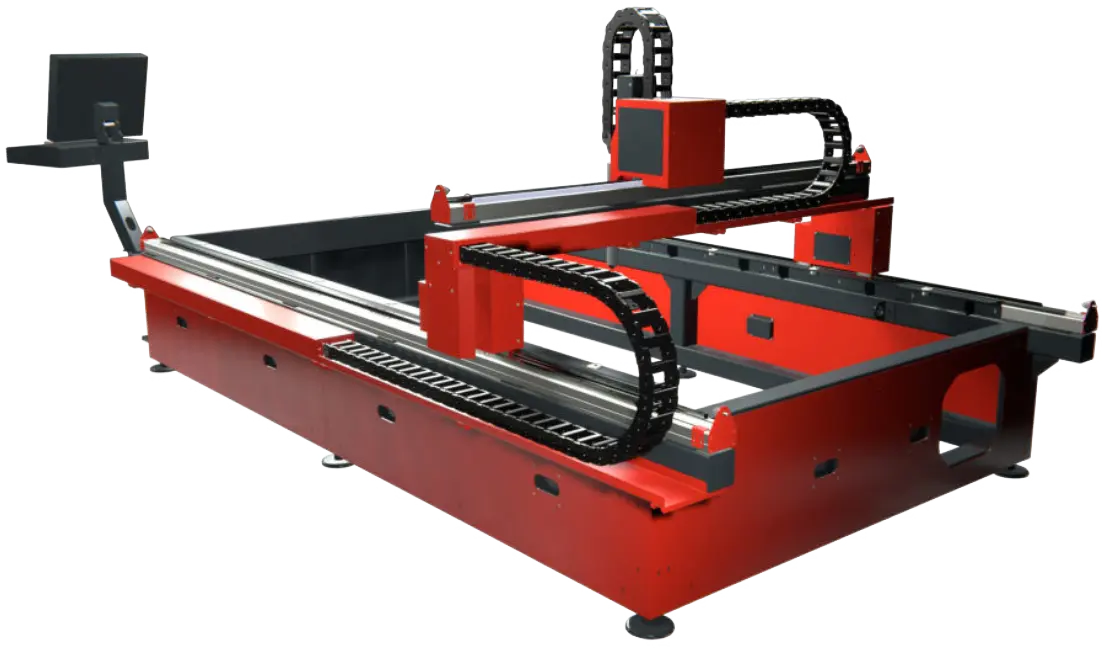
3. ОБЩИЙ ВИД ОБОРУДОВАНИЯ
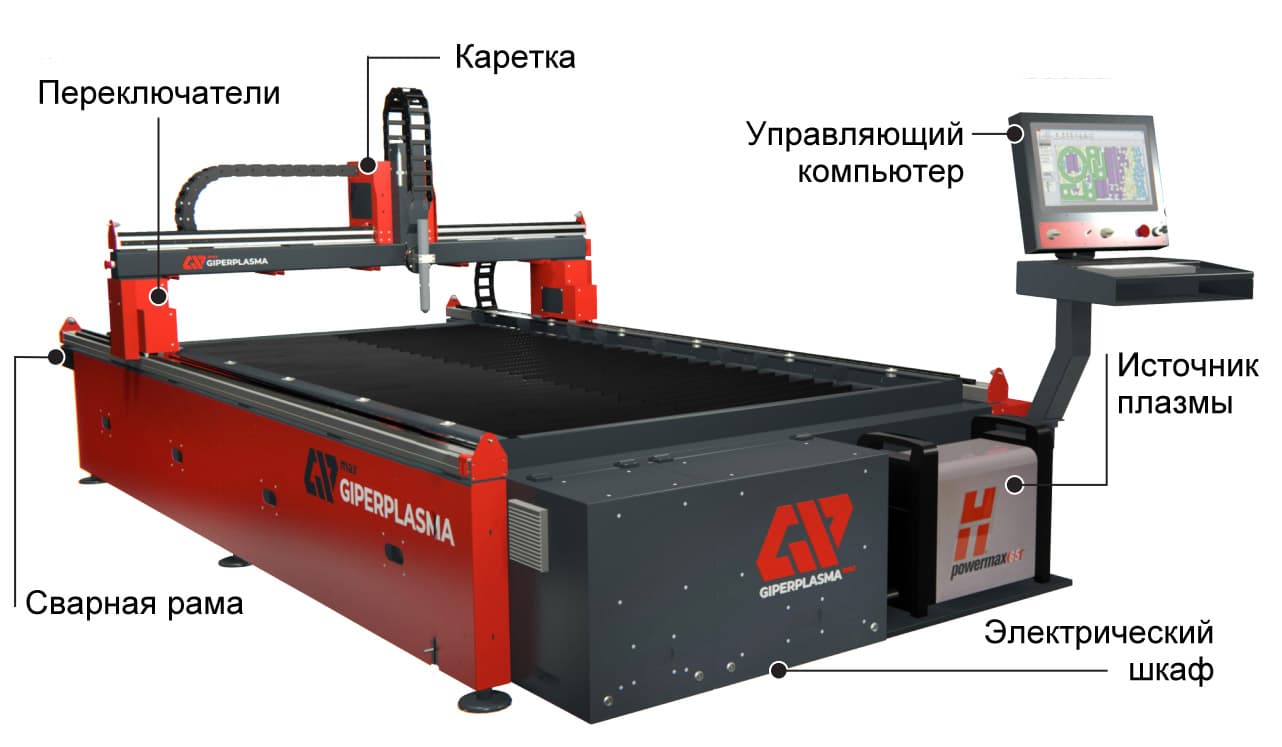
- Концевые индуктивные переключатели - обеспечивают точное позиционирование с минимальной погрешностью
- Каретка станка оснащена четырьмя подшипниками высокой точности
- Мощный промышленный компьютер управления, рассчитан на полноценную работу с САПР
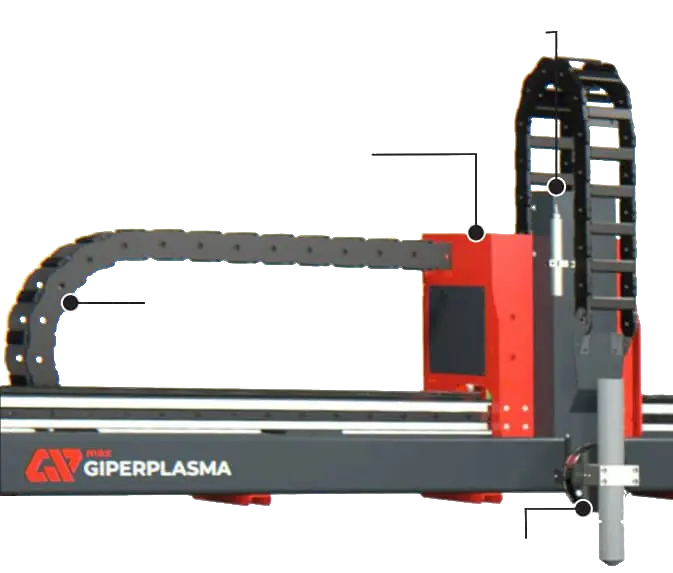
- Переднее расположение источника плазмы позволяет оператору работать с удобством
- Удобное расположение электрического шкафа позволяет быстро диагностировать возникающие неполадки
- Опорная сварная рама позволяет обеспечивает высокую жесткость конструкции
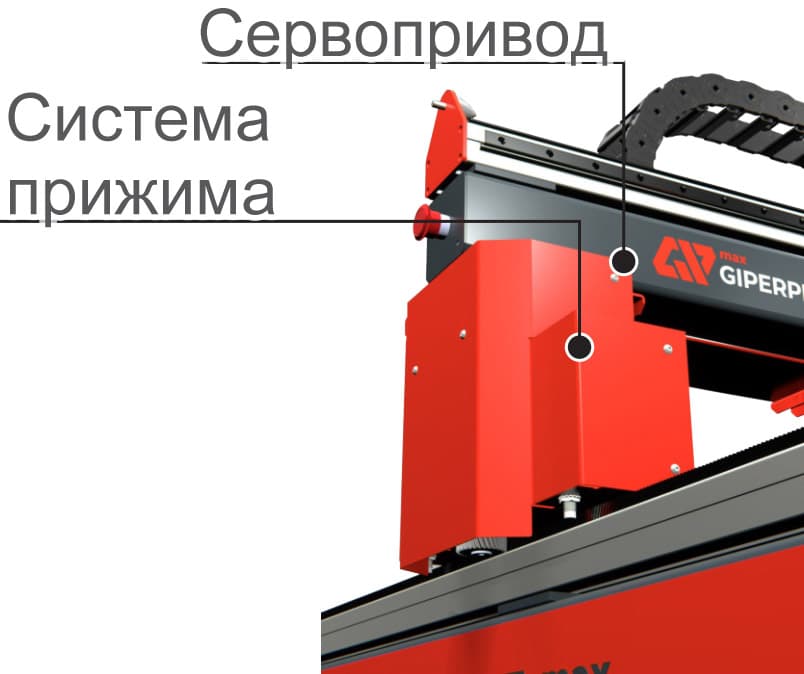
- Двусторонний сервопривод с системой прижима, оснащенный безлюфтовым планетарным редуктором
- Боковые опоры с пневматической системой прижима шестерни к зубчатой рейке обеспечивают отсутствие люфтов при перемещении

- Лифтовое устройство оснащено шаговым двигателем и точно позиционирует инструмент
- На каретку возможна установка как плазменного, так и газопламенного резака
- Направляющие каналы изготовлены из отечественного высокопрочного пластика
- Крепление резака магнитное, оснащено индуктивным датчиком столкновения

- Сенсорный монитор повышает удобство работы в программе управления станком и САПР системах
- Панель управления оснащена беспроводной клавиатурой и мышью
- Подвижность стойки оператора в большом диапазоне даёт свободу перемещения, при работе со станком

- Установлены рельсовые направляющие HiWin высокого класса точности
- Упорные ролики позволяют легко загружать листы металла сбоку
- Экструдированный алюминиевый профиль, интегрированный в стальную конструкцию портала, на фрезерованной плоскости
- На оборудовании установлена высокоточная косозубая зубчатая рейка
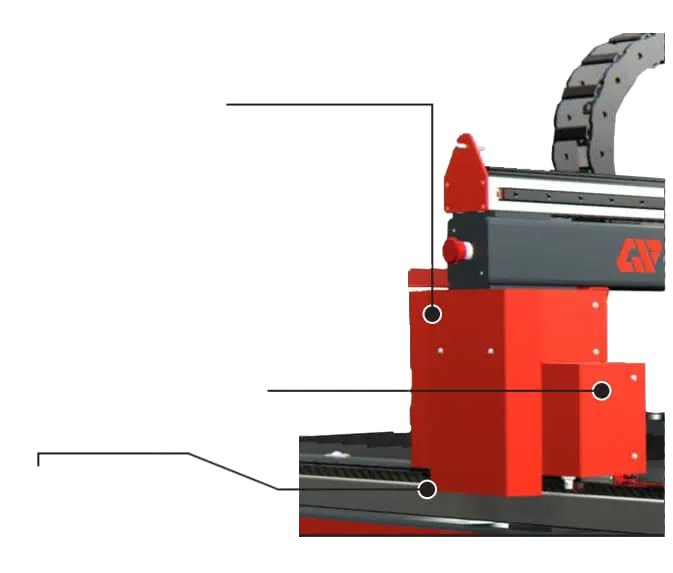


Сервопривод двусторонний
с безлюфтовым планетарным
редуктором
с безлюфтовым планетарным
редуктором
Пневматическая
система прижима
шестерни
к зубчатой рейке
обеспечивает
высокоточное
перемещение.
система прижима
шестерни
к зубчатой рейке
обеспечивает
высокоточное
перемещение.
Концевые
переключатели
индуктивные
переключатели
индуктивные
Лифтовое устройство оснащено
шаговым двигателем и точно
позиционирует инструмент
шаговым двигателем и точно
позиционирует инструмент
Возможна установка
Газопламенного резака
Газопламенного резака
Ударопрочный
пластик
пластик
Крепление резака магнитное
с индуктивным датчиком
столкновения
с индуктивным датчиком
столкновения
Каретка на 4
подшипниках
высокой
точности
подшипниках
высокой
точности
Опорная
сварная рама
обеспечивает высокую
жёсткость конструкции
сварная рама
обеспечивает высокую
жёсткость конструкции
Переднее
расположение
источника
Powermax
удобство
работы
оператора
расположение
источника
Powermax
удобство
работы
оператора
Мощный
промышленный
ПК рассчитан на
полноценную
работу с САПР
промышленный
ПК рассчитан на
полноценную
работу с САПР
Расположение
электрического шкафа позволяет
быстро диагностировать оборудование
электрического шкафа позволяет
быстро диагностировать оборудование
Упорные ролики для
простоты подачи листа
простоты подачи листа
Рельсовые
направляющие
HiWIN
направляющие
HiWIN
Профиль
установлен на
фрезерованной
плоскости
станины
установлен на
фрезерованной
плоскости
станины
Косозубая
рейка с
высоким
классом
точности
рейка с
высоким
классом
точности
Монитор промышленный
сенсорный
диагональ 18,5
сенсорный
диагональ 18,5
Панель управления
(клавиатура,
мышь)
(клавиатура,
мышь)
Подвижная стойка
оператора
оператора
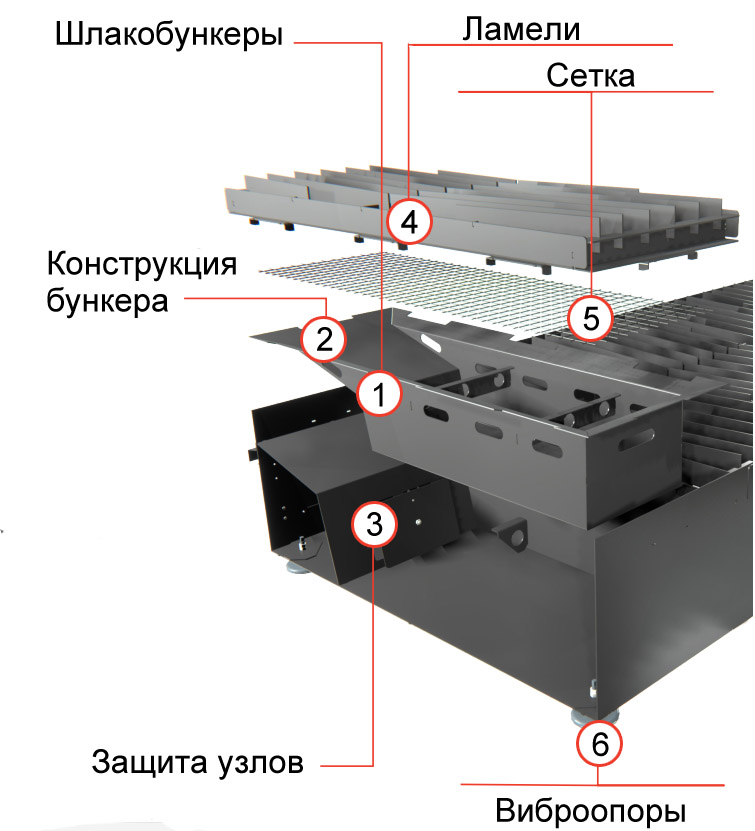
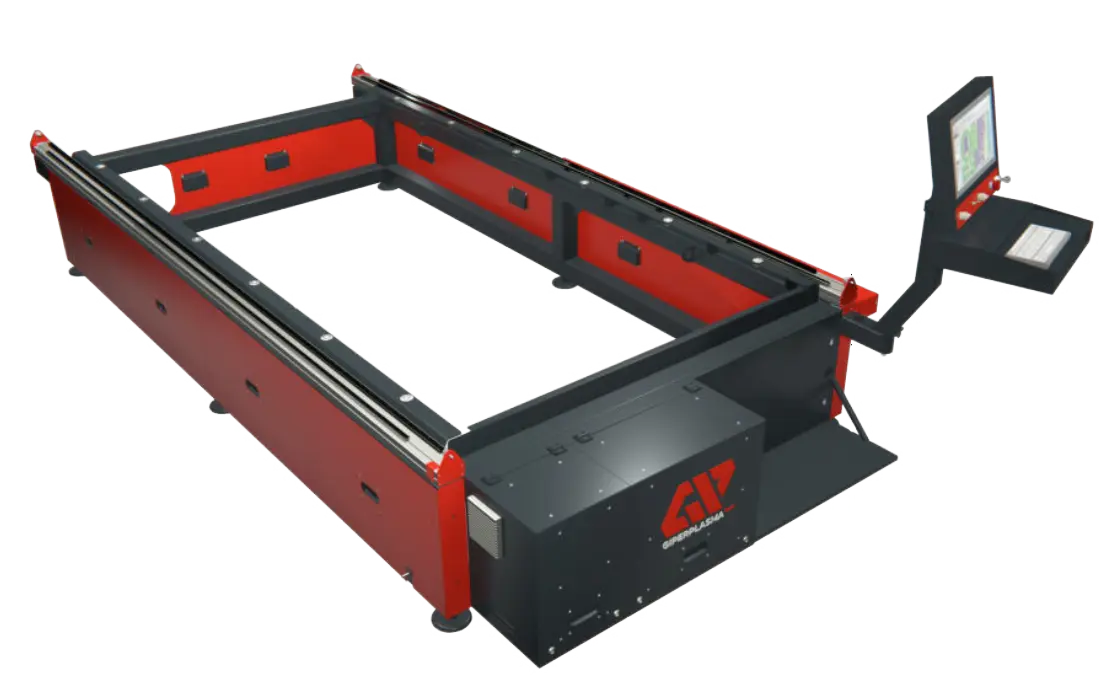
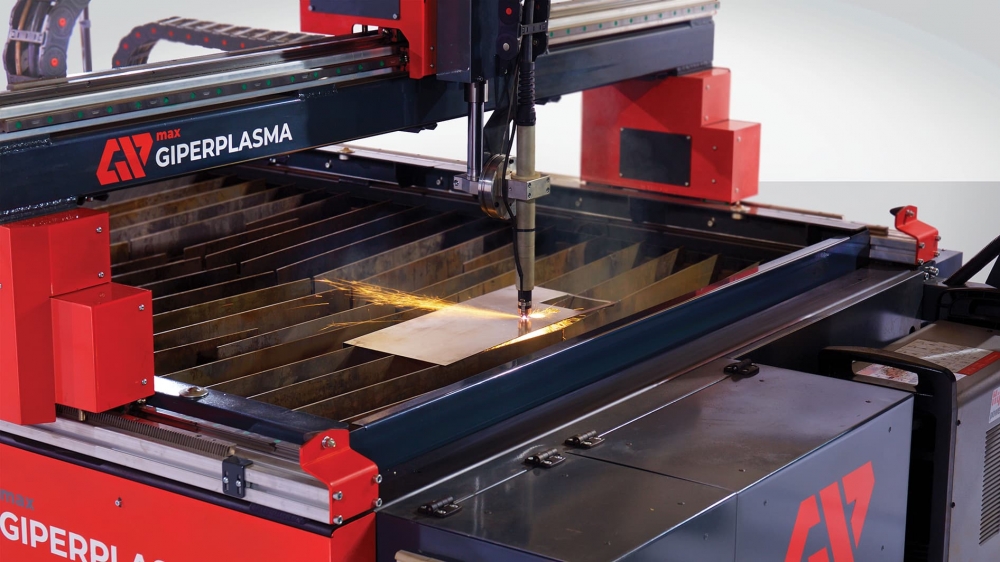
4. ВОЗДУШНО-СЕКЦИОННЫЙ СТОЛ
При использовании воздушно-секционного стола в разы повышается эффективность дымоудаления и требуется гораздо меньшая мощность вентиляционного оборудования, в сравнении с ситуацией, когда забор воздуха происходит со всей поверхности стола одновременно.
При использовании промышленного оборудования с посекционным отводом дыма происходит ускоренный отвод тепла от разрезаемого металла, что уменьшает деформации листа и деталей, позволяя вырезать контуры заготовок вблизи друг от друга, что в свою очередь позволяет экономить металл на каждой резке!
- 1. Вентиляционный стол разделен на секции по 600 миллиметров, для эффективного газоотведения непосредственно из зоны резки и для простоты очистки шлакобункеров.
В каждой секции стола установлены шлакобункеры увеличенного объема с вентиляционными отверстиями, что защищает от шлака и искр системы отведения газов и воздуховоды. - 2. Косое исполнение шлакобункеров минимизирует количество шлака и обрезков материала на краях шлакобункера, тем самым сокращая затраты на подготовку резки следующего листа.
Мощные вытяжные вентиляторы и многосекционная конструкция стола обеспечивают удаление отработанных газов из зоны резки.
Пневматические механизмы открытия заслонок в зоне резки контролирует система с ЧПУ. Пневматическая система открытия заслонок вентиляционного стола собрана на компонентах SMC, производства Япония
- 3. Благодаря конструктивным решениям исключается заклинивание пневмоцилиндров. Защищены все узлы и механизмы системы от попадания расплавленного металла, тем самым сокращается время на обслуживание системы.
- 4. Быстросъемная площадка крепления ламелей позволяет быстро и удобно проводить регламентные работы по чистке стола.
- 5. Съемная сетка с размером ячейки 50 миллиметров задерживает мелкие детали, вырезанные из листа.
- 6. Мощные виброопоры эффективно гасят вибрации, выдерживают нагрузку до 4,5 тонны и легко регулируются для выставления станка в уровень
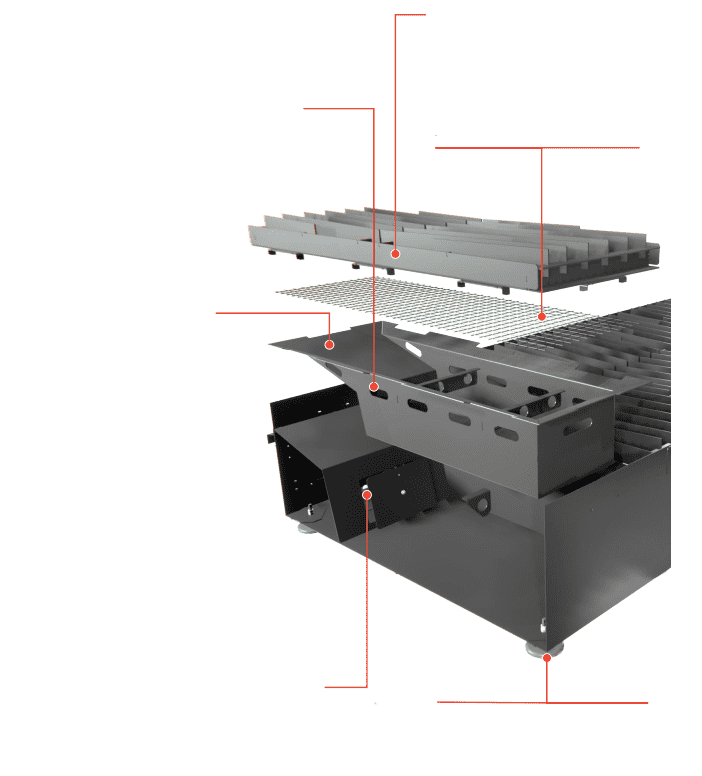
Вентиляционный стол разделен на секции
по 600 мм для эффективного газоотведения
непосредственно из зоны резки и для
простоты очистки шлакобункеров.
В каждой секции стола установлены
шлакобункеры увеличенного объёма
с вентиляционными отверстиями.
Они защищают от шлака и искр
воздуховоды и системы
отведения газов
по 600 мм для эффективного газоотведения
непосредственно из зоны резки и для
простоты очистки шлакобункеров.
В каждой секции стола установлены
шлакобункеры увеличенного объёма
с вентиляционными отверстиями.
Они защищают от шлака и искр
воздуховоды и системы
отведения газов
Быстросъёмная площадка
крепления ламелей позволяет
быстро и удобно производить
регламентные работы.
крепления ламелей позволяет
быстро и удобно производить
регламентные работы.
Съёмная сетка 50 х 50
для сбора мелких деталей.
для сбора мелких деталей.
Косое исполнение
шлакобункеров
минимизирует количество
шлака и обрезков материала
на краях шлакобункеров,
сокращаются затраты
на подготовку к резке
следующего листа.
Мощные вытяжные
вентиляторы и
многосекционная
конструкция стола
обеспечивает удаление
отработанных газов
из зоны резки.
шлакобункеров
минимизирует количество
шлака и обрезков материала
на краях шлакобункеров,
сокращаются затраты
на подготовку к резке
следующего листа.
Мощные вытяжные
вентиляторы и
многосекционная
конструкция стола
обеспечивает удаление
отработанных газов
из зоны резки.
Пневматические механизмы
открытия заслонок в зоне резки
контролирует система ЧПУ.
Пневматическая система открытия
заслонок вентиляционного стола
собрана на компонентах «SMC», Япония.
Благодаря конструктивным решениям
исключено заклинивание пневмоцилиндров
защищены все узлы и механизмы системы
от попадания расплавленного металла,
сокращается время на обслуживание.
открытия заслонок в зоне резки
контролирует система ЧПУ.
Пневматическая система открытия
заслонок вентиляционного стола
собрана на компонентах «SMC», Япония.
Благодаря конструктивным решениям
исключено заклинивание пневмоцилиндров
защищены все узлы и механизмы системы
от попадания расплавленного металла,
сокращается время на обслуживание.
Виброопоры выдерживают нагрузку до 4500 кг и легко регулируются.

Воздушно-секционный стол
не касается станины,
это отдельные конструкции.
Процесс погрузки и разгрузки
металла на стол не приводит
к деформациям станины.
5. СТАНИНА
Конструкция из стальных труб.
Максимальная толщина раскраиваемого металла 150 мм
Конструкция цельная, жёсткая, Устойчива к статическим и динамическим нагрузкам.
Высокая геометрическая точность площадок под направляющие, которые фрезеруются на станках с ЧПУ за один приём в готовой станине вытяжного стола. Это необходимое условие для достижения высокой точности вырезаемых деталей на МТРМ.
7. НАПРАВЛЯЮЩИЕ
Линейные профильные направляющие
для перемещения по оси X, Y производства HIWIN серии HG

Конструкция обеспечивает устойчивость, высокую нагрузочную способность и плавность хода.
Четыре ряда шариков и их расположение относительно друг друга под углом 45° обеспечивают четырёхточечный контакт каретки и опор по всей длине рельса. Благодаря этому каретка движется по направляющим плавно и легко, но без люфта.
Длительный срок службы при высокой точности позиционирования. Высокоскоростное перемещение при незначительном тяговом усилии. Равная грузоподъемность во всех направлениях. Легкость смазки.

Конструкция обеспечивает устойчивость, высокую
нагрузочную способность и плавность хода.
Четыре ряда шариков и их расположение
относительно друг друга под углом 45°
обеспечивают четырёхточечный контакт
каретки и опор по всей длине рельса.
Благодаря этому каретка движется
по направляющим плавно и легко,
но без люфта.
Длительный срок службы при высокой
точности позиционирования.
Высокоскоростное перемещение
при незначительном тяговом усилии.
Равная грузоподъемность во всех направлениях.
Легкость смазки.
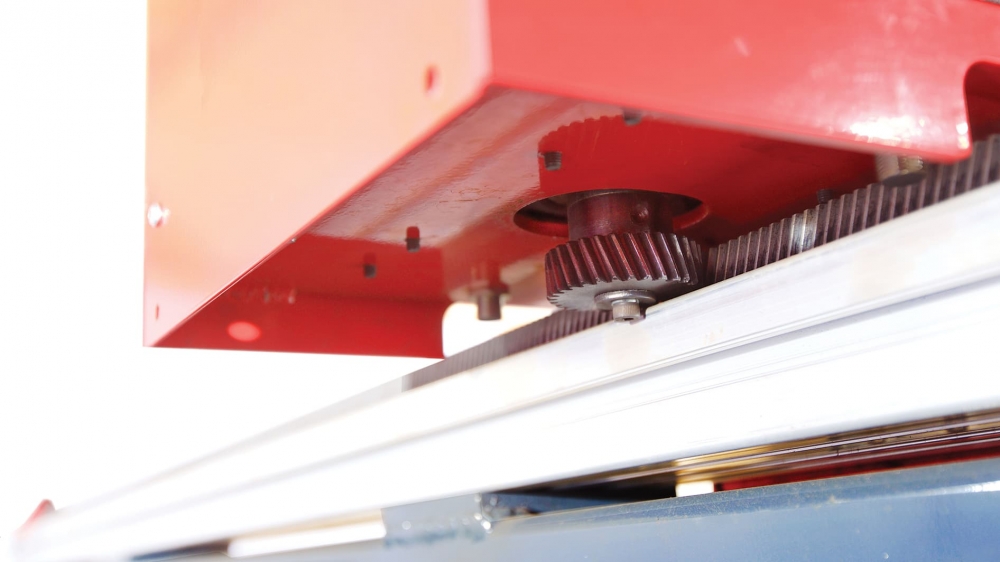
8. СИСТЕМА ПРИВОДА
Косозубые зубчатые рейки классом точности Q8,
планетарные редукторы и серводвигатели по координатным осям X и Y
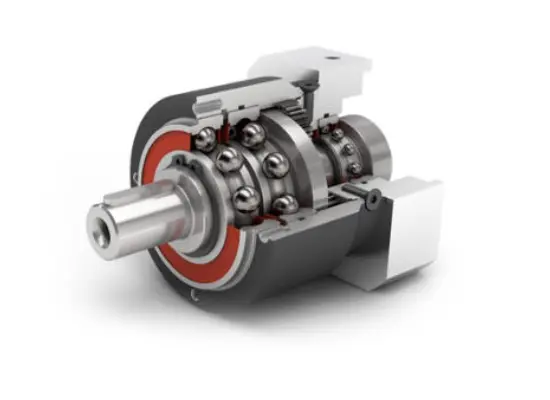
Планетарные безлюфтовые редукторы:
Отличаются пониженной шумностью в сочетании с компактностью, имеют повышенное передаточное отношение.
- Это одно из самых надежных и долговечных решений на рынке, что с успехом доказано многолетней эксплуатацией в робототехнике, приводах поворотных столов, позиционеров и другой техники.
Отличаются пониженной шумностью в сочетании с компактностью, имеют повышенное передаточное отношение.
- Это одно из самых надежных и долговечных решений на рынке, что с успехом доказано многолетней эксплуатацией в робототехнике, приводах поворотных столов, позиционеров и другой техники.

Шарико-винтовая передача используется в лифтовом устройстве и обладает низким коэффициентом трения, что снижает износ. КПД преобразования от 90%, с высокой осевой жесткостью и точностью позиционирования с хорошими динамическими показателями, при малой мощности и крутящем моменте привода позволяют достичь высокой точности позиционирования по оси Z.

Косозубая зубчатая передача рейка-шестерня обеспечивает высокую надежность, точность позиционирования, плавность перемещения.
Увеличенная площадь контакта зубьев позволяет выдерживать большие нагрузки, издаёт меньше шума при работе.
Увеличенная площадь контакта зубьев позволяет выдерживать большие нагрузки, издаёт меньше шума при работе.
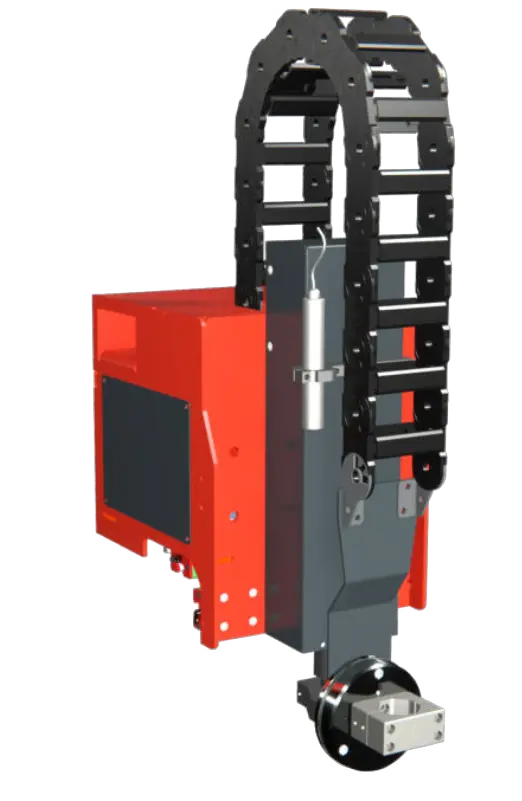
9. СИСТЕМА ЛИФТОВОГО УСТРОЙСТВА
Во всех станках плазменной и газоплазменной резки
для перемещения плазмотрона используется лифт производства «U-COM»
Механизм лифта закрыт со всех сторон, что исключает попадание мусора, шлака и пыли внутрь.
Система защиты плазмотрона от столкновения - магнитное крепление с позиционирующими шпонками и концевым выключателем.
При столкновении плазмотрон отскакивает не повреждаясь, и легко устанавливается на место, самоцентрируясь.
В момент срабатывания концевого выключателя, станок прекращает работу до погасания дуги.
Брак и расход материала минимизируется.
Всё наше оборудование оснащается промышленным лазерным указателем, что ускоряет процесс работы, и облегчает процесс позиционирования раскроя относительно листа.
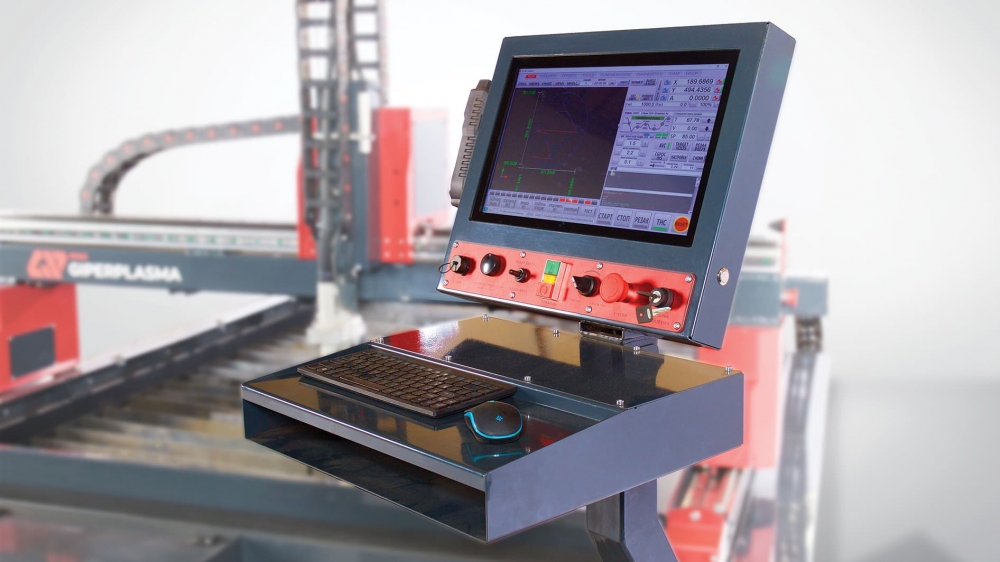
10. СТОЙКА ОПЕРАТОРА ЧПУ
с регулировкой наклона панели оператора
и поворотом стойки вокруг своей оси
- ЧПУ на базе Windows 10
- Cенсорный промышленный монитор 18,5”
- ЧПУ можно подключить во внутреннюю
сеть предприятия.
- Можно устанавливать любые
необходимые программы.
- Все параметры процесса резки постоянно
отображаются на панели оператора.
Оператор при необходимости может
без участия технолога сделать всю работу:
- выполнить раскладку;
- задать программу; - произвести раскрой листа (заготовки).

11. ПУЛЬТ ДИСТАНЦИОННОГО УПРАВЛЕНИЯ
с возможностью магнитного крепления
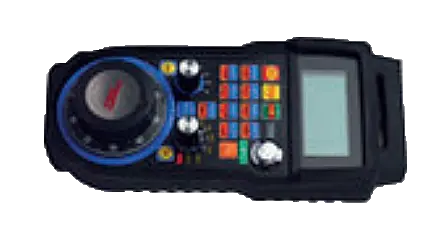
Пульт управления обеспечивает удобство управления станком.
Наличие пульта упрощает эксплуатацию оборудования в разы, одновременно с этим экономя рабочее время и увеличивая выработку.
12. ФУНКЦИОНАЛ СИСТЕМЫ ЧПУ
параметры и настройки
- Высота реза, переноса дуги, пробивки
- Параметры высот для систем плазменной резки
- Параметры высот для систем газопламенной резки
- Задержка включения регулирования высоты (AVC)
- Пропуск процедуры задания начальной высоты для ускорения работы на деталях малого размера (пропуск поиска)
- Время пробивки
- Скорость автоматических перемещений резака
- Cкорость перемещений в режиме ручного управления
- Cкорость распознавания листа в процедуре задания начальной высоты
- Выравнивание раскроя относительно листа по двум точкам
- Возврат к точке останова для продолжения резки раскроя
- Перемещение по раскрою к нужной детали на точку пробивки, на точку траектории
- Высота начала процедуры поиска заготовки
- Технологические карты резки (для плазмы или газа)
- Редактирование технологических карт резки
- Режим работы с толстыми материалами (обход лужи расплавленного металла, которая может образоваться в процессе пробивки)
- Защита от повреждения резака в конце реза (HeadSafetyLock)
- Предотвращение «ныряния» резака при прохождении углов и отверстий (KerfDetect)
- Отключение контроля над напряжением дуги по команде ЧПУ при прохождении углов, края заготовки, резки отверстий малого диаметра
- Настраиваемые параметры привода резака (ускорение, импульсов и т. д.)
- «Захват на высоте реза» позволяет поддерживать напряжение дуги в соответствии с установленной высотой реза
- Диагностика входов и выходов контроллера управления
- Автоматический или ручной контроль над процессом реза
- Контроль работы с выдачей сообщений об ошибках и мерах по их устранению

13. ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ САПР/АСТПП PRONEST ®
для раскроя деталей

Резка листового металла
на высшем уровне
Повышение степени
автоматизации,
эффективности,
рентабельности,
ПО ProNest – продукт
мирового лидера
в области резки
компании Hypertherm
на высшем уровне
Повышение степени
автоматизации,
эффективности,
рентабельности,
ПО ProNest – продукт
мирового лидера
в области резки
компании Hypertherm
- Простота использования: простое в освоении и работе ПО с интуитивно понятным интерфейсом и широким набором полезных функций.
- Высокое качество резки деталей: большой опыт компании Hypertherm в области процессов резки позволяет применять наиболее подходящие параметры резки для каждого отдельного задания, и обеспечивает получение более острых углов, чистых кромок реза и отверстий более высокого качества.
- Неограниченная техническая поддержка: получите доступ к ресурсам техподдержки, обучающим ресурсам и обновлениям программного обеспечения.
- Встроенные средства проектирования: импортируйте файлы САПР, чертежи художественных изделий, табличек и указателей или разрабатывайте свои собственные проекты при помощи многофункциональных встроенных средств.
- Функция автоматического раскроя: интеллектуальные методы автоматического раскроя позволяют гораздо быстрее и эффективнее размещать детали на листе в рамках выполнения заданий резки.
- Повышенная производительность: модули резки по общей линии и цепной и мостовой резки повышают эффективность и сокращают время, необходимое для резки, а также уменьшают износ расходных деталей.
14. ПАРАМЕТРЫ НАДЁЖНОСТИ ОБОРУДОВАНИЯ
машины термической резки металла (МТРМ)
Срок службы МТРМ до первого капитального ремонта - не менее 5 лет
Полный срок службы МТРМ - не менее 8 лет
15. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
МТРМ соответствует:
• ГОСТ 12.1.0003-83; ГОСТ 12.1.019-79; ГОСТ12.2.003-83;
• ГОСТ 12.2.007.0-75; ГОСТ 12.2.007.8-75; ГОСТ 24686 – 81;
• 4053-85, «Санитарные правила на устройство и эксплуатацию оборудования для плазменной обработки материалов»;
• ПУЭ, «Правила устройства электроустановок»;
• 1009-73, «Санитарным правилам при сварке, наплавке и резке металлов».
16. РЕКОМЕНДАЦИИ ПО ДОПУСКУ ПЕРСОНАЛА
Срок службы МТРМ до первого капитального ремонта - не менее 5 лет
К ознакомлению и дальнейшей работе на МТРМ допускаются лица:
- 1) Достигшие 18-летнего возраста, прошедшие медицинский осмотр независимо от прохождения осмотра по месту предыдущей работы и не имеющие медицинских противопоказаний.
- 2) Закончившие учебный курс сварщик/резчик и получившие действительный сертификат (удостоверение) на квалифицированную работу сварщик/резчик.
- 3) Закончившие курс специального обучения для обслуживания и ремонта электрооборудования, знающие электропривод, системы контурногоуправления, устройства ЧПУ, устройство и работу промышленного компьютера.
- 4) Получившие инструктаж по технике безопасности и гигиене труда, обученные приемам безопасного выполнения операций и правилам личной профилактики.
- 5) Обученные приемам самопомощи и первой помощи при несчастных случаях.
- 6) Имеющие квалификационную группу по электробезопасности не ниже 2 для работы на электроустановках до 1000 В.
17. ПРОГРАММА ОБУЧЕНИЯ ОПЕРАТОРА – РЕЗЧИКА МТРМ
| Теория | Практика |
|---|---|
| Основы безопасности | Подготовка МТРМ к работе |
| Общее устройство МТРМ | Техническое обслуживание МТРМ |
| Система управления МТРМ | Подбор технологических карт |
| Составление карт раскроя | Резка контрольных деталей: |
| Технологические карты резки | - газопламенной резкой |
| Техпроцесс плазменной резки | - плазменной резкой |
| Техобслуживание, поиск неисправностей, мелкий ремонт | Техобслуживание, поиск неисправностей, мелкий ремонт |
| Проверка полученных знаний | |
| Контрольная работа | |
| Сдача экзамена | |
18. СИСТЕМЫ ПЛАЗМЕННОЙ РЕЗКИ
|
Толщина резки |
PMX 45XP | PMX65 | PMX85 | PMX105 | PMX125 | |
| Рекомендуемая | 16мм | 20мм | 25мм | 32мм | 30мм | |
| Предельная | 29мм | 32мм | 38мм | 50мм | 40мм | |
| Ток на выходе | 10-45 | 20-65 | 25-85 | 30-105 | 30-125 | |
|
|
Входящий ток (фазы) | Одно- или трехфазный | Трехфазный | |||
| Мех. резка | + | + | + | + | + | |
| Контактная резка | + | + | + | + | + | |
| FineCut ® | + | + | + | + | + | |
| Маркировка | + | - | - | - | - | |
| Precision gouging | + | - | - | - | - | |
| Max control gouging | + | + | + | + | + | |
| Max removal gouging | - | + | + | + | + | |
| HyAccess ™ | + | + | + | + | - | |
| FlushCut ™ | + | +* | +* | +* | + | |
Примеры резки:
.webp)
.webp)
.webp)
.webp)









HYPERTHERM MAX PRO 200
LongLife, воздушно-кислородная плазменная резка
| Низкоуглеродистая сталь | Прожиг с центра листа Резка с края листа |
32 мм 50 мм |
| Нержавеющая сталь | Прожиг с центра листа Резка с края листа |
25 мм 50 мм |
| Алюминий | Прожиг с центра листа Резка с края листа |
32 мм 38 мм |
| Скорость (низкоуглеродистая сталь) | При максимальном выходном токе | 12 мм 3415 мм/мин |
| Угол на срезе | ISO 9013 * | 4 |
| Готовность к сварке | Детали готовы к сварке | |
Технологические газы (плазмообразующий/ защитный) |
Низкоуглеродистая сталь | Воздух/воздух, О2/воздух |
| Нержавеющая сталь | Воздух/воздух, N2/N2 | |
| Алюминий | Воздух/воздух, N2/N2 | |
| Рабочий ток (резка) | Не все процессы доступны для всех материалов | 50-200 резка со скосом (200) |
Примеры качества реза на нашем оборудовании с использованием систем плазменной резки Hypertherm Powermax 125:



Со станком GiperPlasma MAX возможно использование источников плазменной резки:
| Источник | Толщина прожига | Скорость резки |
|---|---|---|
| Hypertherm Powermax 45XP | до 12 мм | до 7120 мм/мин. |
| Hypertherm Powermax 65 | до 16 мм | до 8800 мм/мин. |
| Hypertherm Powermax 85 | до 20 мм | до 4900 мм/мин. |
| Hypertherm Powermax 105 | до 22 мм | до 7090 мм/мин. |
| Hypertherm Powermax 125 | до 25 мм | |
| Hypertherm MAXPRO200 | до 32 мм | до 8050 мм/мин. |
| GiperPlasma GP T210w | до 55 мм | |
| GiperPlasma GP T390w | до 80 мм | |
| GiperPlasma GP CUT400 | до 50 мм |
Выбор комплектации
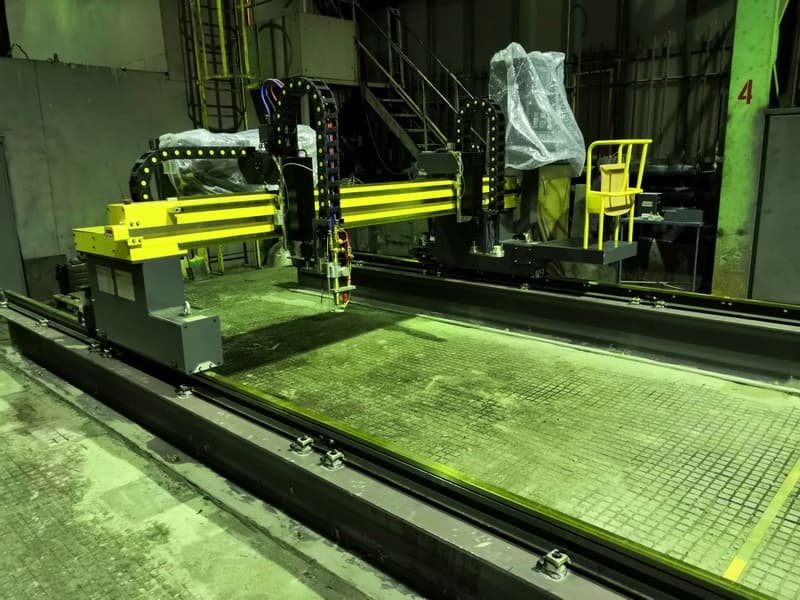
Наши проекты
Резка металла плазмой - современное решение, которое компания "Центр сварки" воплотила в ПНР станков плазменной резки металла с ЧПУ. Будучи официальным дилером Hypertherm в данном направлении мы используем оригинальные технологии: программное обеспечение, комплектующие, запчасти и расходные материалы.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Это лишь часть из множества, введенных в эксплуатацию станков на производстве. За информацией о проведенных пуско-наладочных работах в других городах, обращайтесь к специалистам компании -
по телефону горячей линии сервисного центра 8-800-775-78-57 или по электронной почте: service@centresm.ru
Ввод в эксплуатацию
Слепов Алексей
сервисный специалист
Задайте вопросы лично мне,
по телефону :
+7 (983) 508-51-95
или на почту
slepov@centresm.ru
Оставьте заявку и наш специалист
подробно расскажет как наиболее
эффективно интегрировать оборудование
а Вашу производственную линию
причины работать именно с нами
Простота
обращения
обращения
Возможность
модернизации
модернизации
Удобство
обслуживания
обслуживания
Полноценный
сервис
сервис
Закажи демонстрацию оборудования
прямо сейчас или приезжай к нам
прямо сейчас или приезжай к нам
Отзывы наших клиентов
Андрей Александров
Региональный менеджер
Работаю на станках уже более года. Программой овладел напролет за одну ночь. Горело два заказа, потому времени на раскачку не было. Качество обработки материала нареканий не вызывало ни разу. Машины просты и надежны.
Кристина Кириллова
Счастливый покупатель
Хорошая и довольно долго работающая на рынке компания, запускала консоли - меня устроило и по качеству сборки и по работе
Ваш персональный
технический специалист
технический специалист
Михайлов Андрей
личный менеджер
Задайте их лично мне,
по телефону :
8 983 508 37 65
или на почту
rezka@centresm.ru